在超过贴片电阻商品规格的过度的使用环境下,可能会导致电阻值增大/open(断线) 和电阻值下降/short(短路)等故障。请在参考下表的基础上注意使用环境。 在使用时,也请确认 “安全注意事项”。
* 单击每个故障现象可移至说明。
| 使用环境 | 故障现象 | 故障模式 | ||||||||||||||||
| 化学因素 | 电气因素 | 物理因素 | ||||||||||||||||
| 卤素成分的附着 |
电阻值下降/ short(短路) |
|||||||||||||||||
|
*事例:助焊剂 后助焊剂 胶粘剂 等 |
||||||||||||||||||
|
电阻值增大/ open(断线) |
||||||||||||||||||
| 含硫气氛 | ||||||||||||||||||
|
*事例:火山、温泉地带 排气 油 硫化橡胶 等 |
||||||||||||||||||
| 过度的机械应力 | ||||||||||||||||||
|
*事例:焊锡量过多 过度的回流焊炉温 模塑树脂 等 |
||||||||||||||||||
| 电气过载 | ||||||||||||||||||
|
*事例:电压/电流 静电 脉冲 等 |
||||||||||||||||||
| 电阻值下降 | ||||||||||||||||||

欲了解详细信息或遇到困难时,
请看这里
迁移
所谓迁移是指阳极的金属被电离而向阴极移动,重新在阴极被作为金属呈树状生成的一种现象。
迁移是在客户的贴装工序中将助焊剂和胶粘剂等中所含卤素成分的附着、市场环境中的水分附着、及对电阻通电这三个因素结合在一起时有可能发生的一种故障现象。
| 对象商品 | 所有电阻 (所有电子零部件) |
|---|---|
| 故障模式 | 电阻值下降/short(短路) |
| 故障现象 | 迁移 (金属从阴极向阳极呈树状生成) |
| 故障原理 | 当卤素成分(F、Cl、Br等)在活性状态下以附着于电阻的方式残存时,会引起保护膜的劣化(剥离),内部电极会因从该劣化部分进入的水分和电势而引起迁移。 *即使在电阻外部(焊锡Sn)也会发生。 |

|
|
| 解决方法 | ・使用无卤素清洁剂去除卤素成分。 ・在使用助焊剂或胶粘剂时,进行适当的热处理以消除卤素物质的活性力。 *请务必实施上述两项中的其中一项。 |
电解腐蚀
电解腐蚀是在客户的贴装工序中将助焊剂和胶粘剂等中所含卤素成分的附着、市场环境中的水分附着、及对电阻通电这三个因素结合在一起时有可能发生的一种故障现象。
| 对象商品 | 具有超薄镍铬合金电阻的所有薄膜电阻 |
|---|---|
| 故障模式 | 电阻值增大/open(断线) |
| 故障现象 | 电解腐蚀 |
| 故障原理 | 当卤素成分(F、Cl、Br等)和硫化气体(S)在活性状态下以附着于电阻的方式残存时,会引起保护膜的劣化(剥离),电阻体(NiCr类)会因从该劣化部分进入的水分和电势而引起电解腐蚀。 |
 |
|
| 解决方法 | ・使用无卤素清洁剂去除卤素成分。 ・在使用助焊剂或胶粘剂时,进行适当的热处理以消除卤素物质的活性力。 *请务必实施上述两项中的其中一项。 ・去除含硫气氛,或予以隔离。*请务必实施。 |
| 故障事例 | 作为实例曾发生以下故障。请在使用时再度确认是否有这样的风险。 |
事例1 : 因受流焊时后助焊剂热处理失误造成的卤素残留活性力的影响而发生电解腐蚀
<使用流焊用后助焊剂、手工焊锡用助焊剂、返工焊锡剂时的注意事项>
①通过清洗去除助焊剂
②助焊剂在230℃以上时会完全固化(卤素的活性力消失)
请注意,如果对助焊剂施加不彻底的温度(100~150℃等),会导致卤素活性力提高
③防止在涂布助焊剂时向周围零部件飞散
①通过清洗去除助焊剂
②助焊剂在230℃以上时会完全固化(卤素的活性力消失)
请注意,如果对助焊剂施加不彻底的温度(100~150℃等),会导致卤素活性力提高
③防止在涂布助焊剂时向周围零部件飞散
事例2 : 因受含卤素的部件材料的影响而发生电解腐蚀
<选定部件材料时的注意事项>
①事前进行分析,确认不含卤素
②胶粘剂会在230℃以上时完全固化(卤素的活性力消失)
①事前进行分析,确认不含卤素
②胶粘剂会在230℃以上时完全固化(卤素的活性力消失)
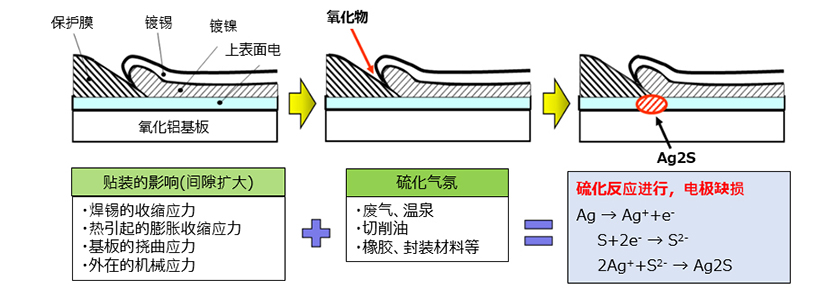
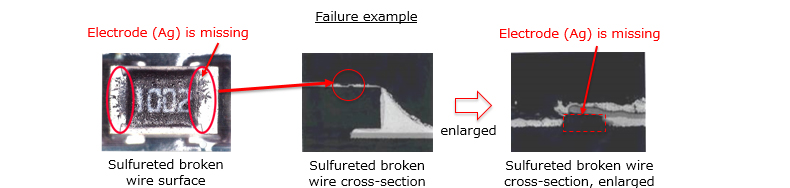
硫化
硫化是内部电极因硫磺成分而电解腐蚀的一种现象。
硫化是上表面电极因贴装时的应力而成为露出的状态并被曝露在硫化气氛中时发生的一种故障现象。
| 对象商品 | 内部电极具有银的所有芯片电阻 |
|---|---|
| 故障模式 | 电阻值增大/open(断线) |
| 故障现象 | 电解腐蚀 |
| 故障原理 | 硫磺成分(S)从保护膜与电镀的间隙进入,与内部电极(银:Ag)反应,形成硫化银(Ag2S)并绝缘化。 |
  |
|
| 解决方法 | 去除含硫气氛,或予以隔离。 不使用含硫磺的部件材料。 |
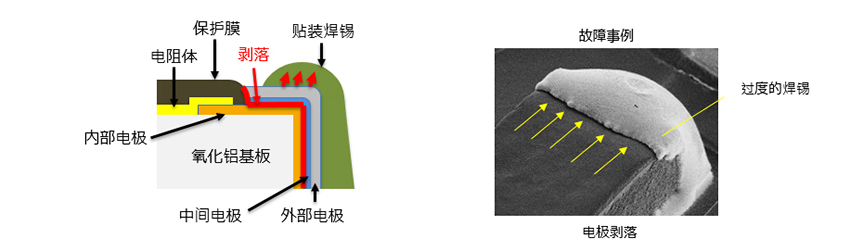
电极剥落
电极剥落是因过多的焊锡量、热冲击超过推荐的回流焊廓线、以及模塑树脂的固化收缩等机械应力而发生的一种故障现象。
| 对象商品 | 所有芯片电阻 |
|---|---|
| 故障模式 | 电阻值增大/open(断线) |
| 故障现象 | 焊锡应力引起的电极剥落 |
| 故障原理 | 中间电极因回流焊时的过度的焊锡收缩和印刷电路板的挠曲、模塑树脂的固化收缩等原因而剥落。 |
|
|
| 解决方法 | ・优化回流焊条件 (请参照各自的商品规格) ・优化贴装时的焊锡量 (请参照下述内容) 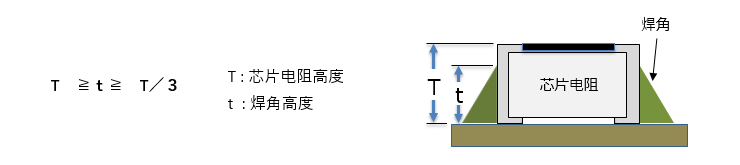 |
焊锡开裂
焊锡开裂主要是因客户使用环境中的热冲击应力而发生的一种故障现象。
| 对象商品 | 所有芯片电阻 |
|---|---|
| 故障模式 | 电阻值增大/open(断线) |
| 故障现象 | 热膨胀系数差引起的焊锡开裂 (焊锡疲劳) |
| 故障原理 | 因施加热冲击应力时印刷电路板(PCB)和电阻的热膨胀系数差而发生焊锡开裂。
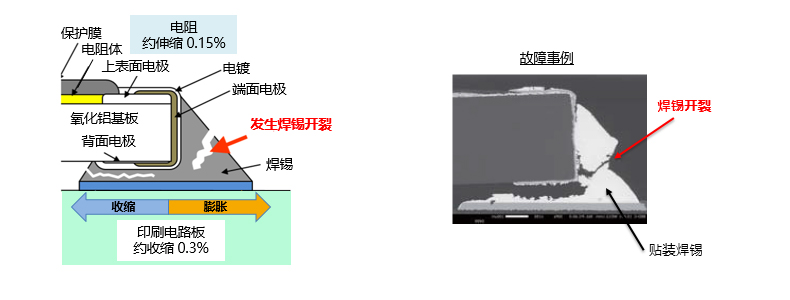 |
| 解决方法 | ・在把握有可能施加的热冲击的基础上,选定适当的部件材料(PCB、焊锡)。 *作为焊锡开裂的对策,如果进行增加焊锡量、提高焊锡硬度等应对,对电子零部件施加的应力将会增大,有可能出现电极剥落等问题,所以不是适当的应对。 (焊锡所承受的应力全都施加到电子零部件上之故) *详情请联系我们。 |
电阻体损伤
电阻体损伤是因过载、过度的ESD、过度的浪涌脉冲等原因而发生的一种故障现象。
| 对象商品 | 所有芯片电阻 |
|---|---|
| 故障模式 | 电阻值增大/open(断线) |
| 故障现象 | 电过载引起的电阻体损伤 |
| 故障原理 | 大电流因过载、过度的ESD、过度的浪涌脉冲而在瞬间流过,导致电阻体发热、断裂损伤、电阻值增大或断线(open)。 |
 |
|
| 解决方法 | ・使用电阻时的ESD管理 ・不超过电阻极限负荷的电路设计 *详情请联系我们。 |
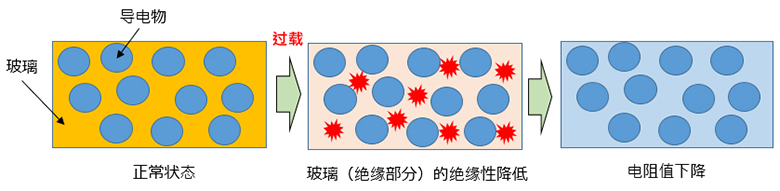
电阻体劣化
电阻体劣化是因极短时间的过载、过度的ESD、过度的浪涌脉冲等原因而发生的一种故障现象。
| 对象商品 | 具有含玻璃的电阻被膜的芯片电阻(厚膜电阻) |
|---|---|
| 故障模式 | 电阻值下降 |
| 故障现象 | 电过载引起的电阻体劣化 |
| 故障原理 | 电阻被膜的绝缘成分(玻璃)因极短时间的过载、过度的ESD、过度的浪涌脉冲而破损,电阻值下降。 |
 |
|
| 解决方法 | ・使用电阻时的ESD管理 ・不超过电阻极限负荷的电路设计 *详情请联系我们。 |